Before the advent of solid-state logic circuits, logical control systems
were designed and built exclusively around electromechanical relays.
Relays are far from obsolete in modern design, but have been replaced in
many of their former roles as logic-level control devices, relegated
most often to those applications demanding high current and/or high
voltage switching.
Systems and processes requiring "on/off" control abound in modern
commerce and industry, but such control systems are rarely built from
either electromechanical relays or discrete logic gates. Instead,
digital computers fill the need, which may be
programmed to do a variety of logical functions.
In the late 1960's an American company named Bedford Associates released a computing device they called the
MODICON. As an acronym, it meant
Modular
Digital
Controller,
and later became the name of a company division devoted to the design,
manufacture, and sale of these special-purpose control computers.
Other
engineering firms developed their own versions of this device, and it
eventually came to be known in non-proprietary terms as a
PLC, or
Programmable Logic Controller.
The purpose of a PLC was to directly replace electromechanical relays
as logic elements, substituting instead a solid-state digital computer
with a stored program, able to emulate the interconnection of many
relays to perform certain logical tasks.
A PLC has many "input" terminals, through which it interprets "high" and
"low" logical states from sensors and switches. It also has many output
terminals, through which it outputs "high" and "low" signals to power
lights, solenoids, contactors, small motors, and other devices lending
themselves to on/off control. In an effort to make PLCs easy to program,
their programming language was designed to resemble ladder logic
diagrams. Thus, an industrial electrician or electrical engineer
accustomed to reading ladder logic schematics would feel comfortable
programming a PLC to perform the same control functions.
PLCs are industrial computers, and as such their input and output
signals are typically 120 volts AC, just like the electromechanical
control relays they were designed to replace. Although some PLCs have
the ability to input and output low-level DC voltage signals of the
magnitude used in logic gate circuits, this is the exception and not the
rule.
Signal connection and programming standards vary somewhat between
different models of PLC, but they are similar enough to allow a
"generic" introduction to PLC programming here. The following
illustration shows a simple PLC, as it might appear from a front view.
Two screw terminals provide connection to 120 volts AC for powering the
PLC's internal circuitry, labeled L1 and L2. Six screw terminals on the
left-hand side provide connection to input devices, each terminal
representing a different input "channel" with its own "X" label. The
lower-left screw terminal is a "Common" connection, which is generally
connected to L2 (neutral) of the 120 VAC power source.

Inside the PLC housing, connected between each input terminal and the
Common terminal, is an opto-isolator device (Light-Emitting Diode) that
provides an electrically isolated "high" logic signal to the computer's
circuitry (a photo-transistor interprets the LED's light) when there is
120 VAC power applied between the respective input terminal and the
Common terminal. An indicating LED on the front panel of the PLC gives
visual indication of an "energized" input:

Output signals are generated by the PLC's computer circuitry activating a
switching device (transistor, TRIAC, or even an electromechanical
relay), connecting the "Source" terminal to any of the "Y-" labeled
output terminals. The "Source" terminal, correspondingly, is usually
connected to the L1 side of the 120 VAC power source. As with each
input, an indicating LED on the front panel of the PLC gives visual
indication of an "energized" output:

In this way, the PLC is able to interface with real-world devices such as switches and solenoids.
The actual
logic of the control system is established inside the
PLC by means of a computer program. This program dictates which output
gets energized under which input conditions. Although the program itself
appears to be a ladder logic diagram, with switch and relay symbols,
there are no actual switch contacts or relay coils operating inside the
PLC to create the logical relationships between input and output. These
are
imaginary contacts and coils, if you will. The program is
entered and viewed via a personal computer connected to the PLC's
programming port.
Consider the following circuit and PLC program:
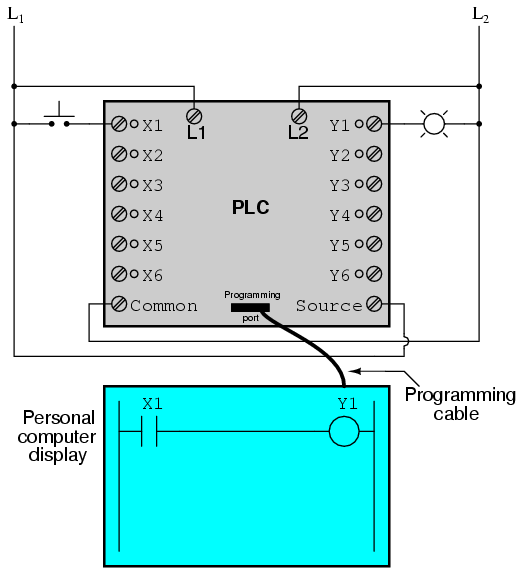
When the pushbutton switch is unactuated (unpressed), no power is sent
to the X1 input of the PLC. Following the program, which shows a
normally-open X1 contact in series with a Y1 coil, no "power" will be
sent to the Y1 coil. Thus, the PLC's Y1 output remains de-energized, and
the indicator lamp connected to it remains dark.
If the pushbutton switch is pressed, however, power will be sent to the
PLC's X1 input. Any and all X1 contacts appearing in the program will
assume the actuated (non-normal) state, as though they were relay
contacts actuated by the energizing of a relay coil named "X1". In this
case, energizing the X1 input will cause the normally-open X1 contact
will "close," sending "power" to the Y1 coil. When the Y1 coil of the
program "energizes," the real Y1 output will become energized, lighting
up the lamp connected to it:
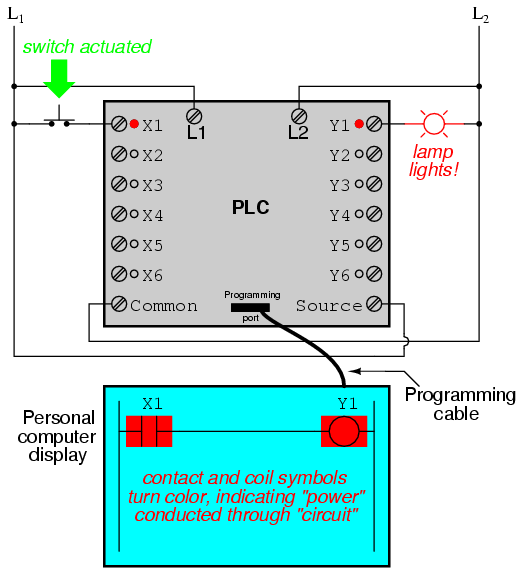
It must be understood that the X1 contact, Y1 coil, connecting wires,
and "power" appearing in the personal computer's display are all
virtual.
They do not exist as real electrical components. They exist as commands
in a computer program -- a piece of software only -- that just happens
to resemble a real relay schematic diagram.
Equally important to understand is that the personal computer used to
display and edit the PLC's program is not necessary for the PLC's
continued operation. Once a program has been loaded to the PLC from the
personal computer, the personal computer may be unplugged from the PLC,
and the PLC will continue to follow the programmed commands. I include
the personal computer display in these illustrations for your sake only,
in aiding to understand the relationship between real-life conditions
(switch closure and lamp status) and the program's status ("power"
through virtual contacts and virtual coils).
The true power and versatility of a PLC is revealed when we want to
alter the behavior of a control system. Since the PLC is a programmable
device, we can alter its behavior by changing the commands we give it,
without having to reconfigure the electrical components connected to it.
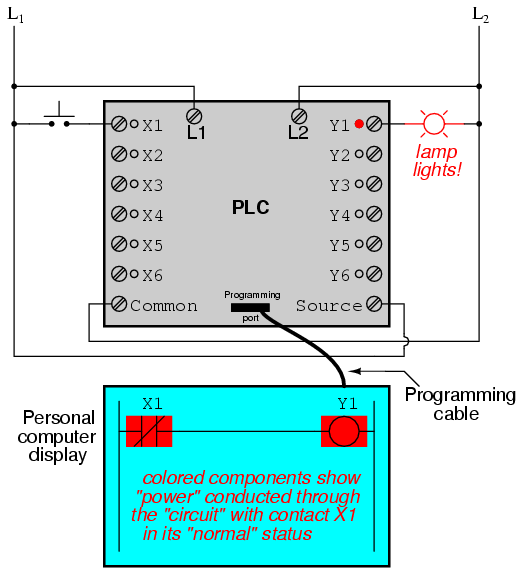
For example, suppose we wanted to make this switch-and-lamp circuit
function in an inverted fashion: push the button to make the lamp turn
off, and release it to make it turn
on.
The "hardware" solution would require that a normally-closed pushbutton
switch be substituted for the normally-open switch currently in place.
The "software" solution is much easier: just alter the program so that
contact X1 is normally-closed rather than normally-open.
In the following illustration, we have the altered system shown in the state where the pushbutton is unactuated (
not being pressed):
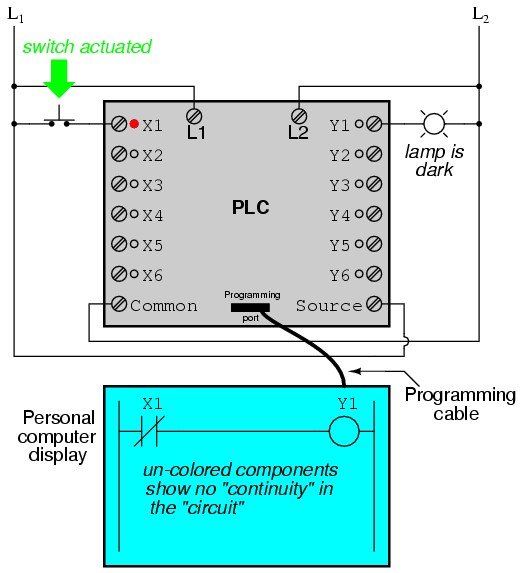
In this next illustration, the switch is shown actuated (pressed):
One of the advantages of implementing logical control in software rather
than in hardware is that input signals can be re-used as many times in
the program as is necessary. For example, take the following circuit and
program, designed to energize the lamp if at least two of the three
pushbutton switches are simultaneously actuated:
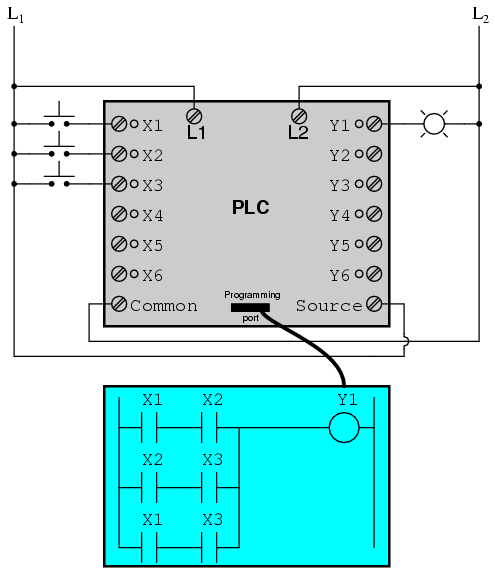
To build an equivalent circuit using electromechanical relays, three
relays with two normally-open contacts each would have to be used, to
provide two contacts per input switch. Using a PLC, however, we can
program as many contacts as we wish for each "X" input without adding
additional hardware, since each input and each output is nothing more
than a single bit in the PLC's digital memory (either 0 or 1), and can
be recalled as many times as necessary.
Furthermore, since each output in the PLC is nothing more than a bit in
its memory as well, we can assign contacts in a PLC program "actuated"
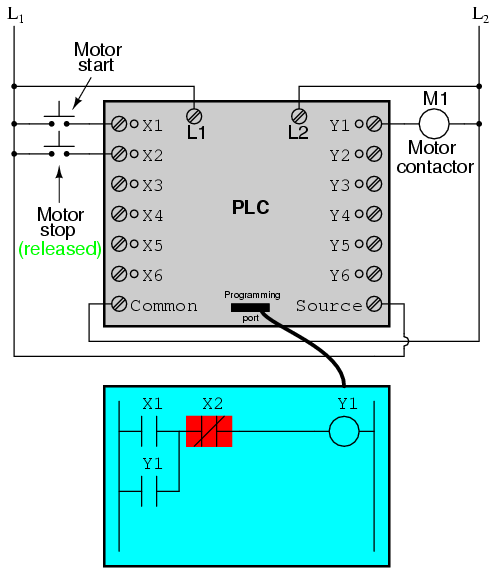
by an output (Y) status. Take for instance this next system, a motor
start-stop control circuit:
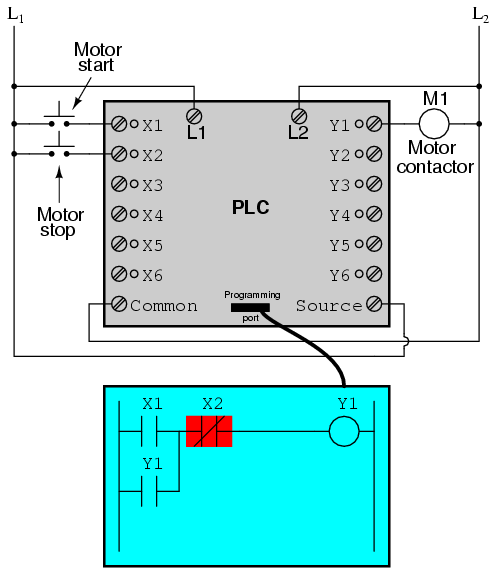
The pushbutton switch connected to input X1 serves as the "Start"
switch, while the switch connected to input X2 serves as the "Stop."
Another contact in the program, named Y1, uses the output coil status as
a seal-in contact, directly, so that the motor contactor will continue
to be energized after the "Start" pushbutton switch is released. You can
see the normally-closed contact X2 appear in a colored block, showing
that it is in a closed ("electrically conducting") state.
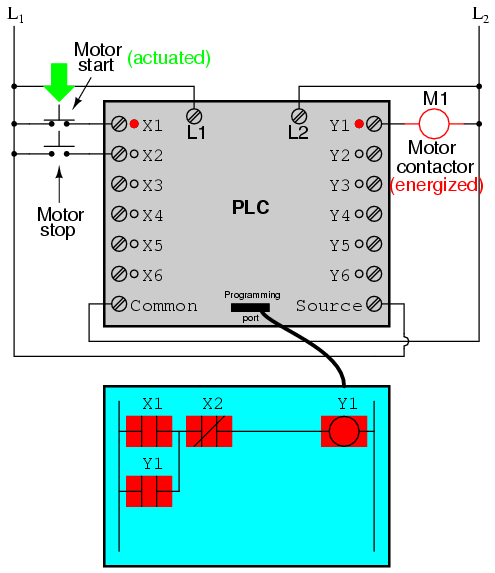
If we were to press the "Start" button, input X1 would energize, thus
"closing" the X1 contact in the program, sending "power" to the Y1
"coil," energizing the Y1 output and applying 120 volt AC power to the
real motor contactor coil. The parallel Y1 contact will also "close,"
thus latching the "circuit" in an energized state:
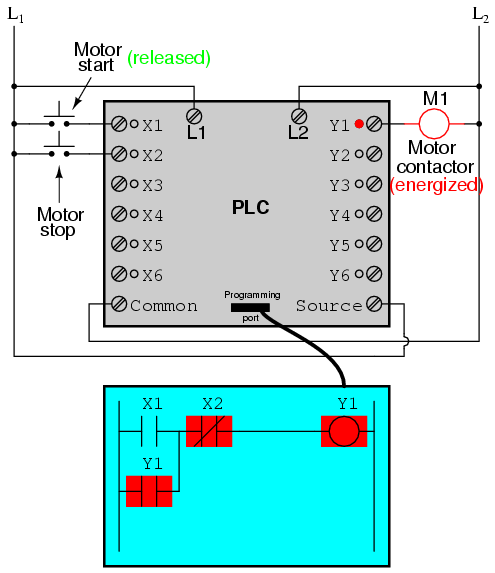
Now, if we release the "Start" pushbutton, the normally-open X1
"contact" will return to its "open" state, but the motor will continue
to run because the Y1 seal-in "contact" continues to provide
"continuity" to "power" coil Y1, thus keeping the Y1 output energized:
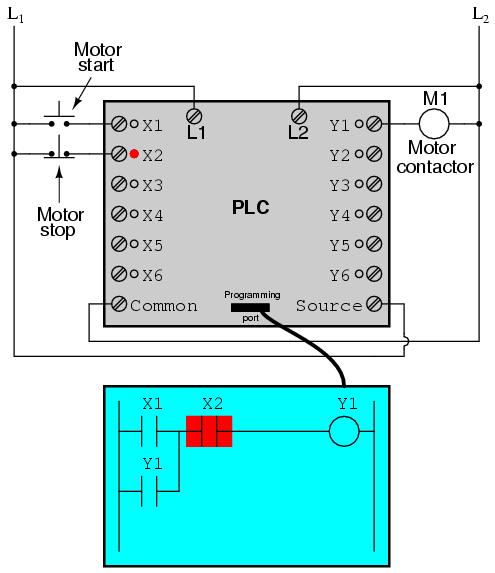
To stop the motor, we must momentarily press the "Stop" pushbutton,
which will energize the X2 input and "open" the normally-closed
"contact," breaking continuity to the Y1 "coil:"

When the "Stop" pushbutton is released, input X2 will de-energize,
returning "contact" X2 to its normal, "closed" state. The motor,
however, will not start again until the "Start" pushbutton is actuated,
because the "seal-in" of Y1 has been lost:
An important point to make here is that
fail-safe design is just
as important in PLC-controlled systems as it is in electromechanical
relay-controlled systems. One should always consider the effects of
failed (open) wiring on the device or devices being controlled. In this
motor control circuit example, we have a problem: if the input wiring
for X2 (the "Stop" switch) were to fail open, there would be no way to
stop the motor!
The solution to this problem is a reversal of logic between the X2
"contact" inside the PLC program and the actual "Stop" pushbutton
switch:
When the normally-closed "Stop" pushbutton switch is unactuated (not
pressed), the PLC's X2 input will be energized, thus "closing" the X2
"contact" inside the program. This allows the motor to be started when
input X1is energized, and allows it to continue to run when the "Start"
pushbutton is no longer pressed. When the "Stop" pushbutton is actuated,
input X2 will de-energize, thus "opening" the X2 "contact" inside the
PLC program and shutting off the motor. So, we see there is no
operational difference between this new design and the previous design.
However, if the input wiring on input X2 were to fail open, X2 input
would de-energize in the same manner as when the "Stop" pushbutton is
pressed. The result, then, for a wiring failure on the X2 input is that
the motor will immediately shut off. This is a safer design than the one
previously shown, where a "Stop" switch wiring failure would have
resulted in an
inability to turn off the motor.
In addition to input (X) and output (Y) program elements, PLCs provide
"internal" coils and contacts with no intrinsic connection to the
outside world. These are used much the same as "control relays" (CR1,
CR2, etc.) are used in standard relay circuits: to provide logic signal
inversion when necessary.
To demonstrate how one of these "internal" relays might be used,
consider the following example circuit and program, designed to emulate
the function of a three-input NAND gate. Since PLC program elements are
typically designed by single letters, I will call the internal control
relay "C1" rather than "CR1" as would be customary in a relay control
circuit:
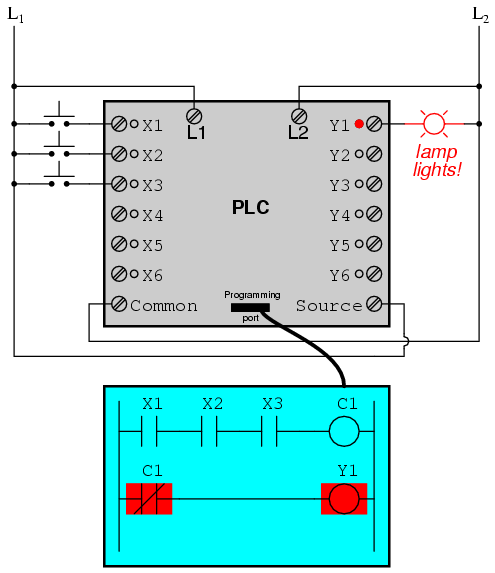
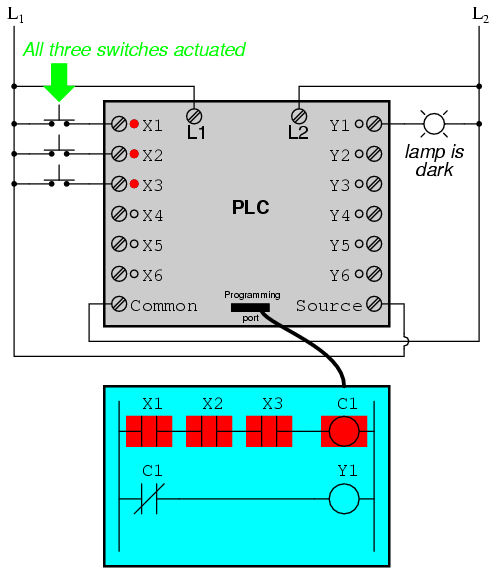
In this circuit, the lamp will remain lit so long as
any of the pushbuttons remain unactuated (unpressed). To make the lamp turn off, we will have to actuate (press)
all three switches, like this:
This section on programmable logic controllers illustrates just a small
sample of their capabilities. As computers, PLCs can perform timing
functions (for the equivalent of time-delay relays), drum sequencing,
and other advanced functions with far greater accuracy and reliability
than what is possible using electromechanical logic devices. Most PLCs
have the capacity for far more than six inputs and six outputs. The
following photograph shows several input and output modules of a single
Allen-Bradley PLC.

With each module having sixteen "points" of either input or output, this
PLC has the ability to monitor and control dozens of devices. Fit into a
control cabinet, a PLC takes up little room, especially considering the
equivalent space that would be needed by electromechanical relays to
perform the same functions:

One advantage of PLCs that simply
cannot be duplicated by
electromechanical relays is remote monitoring and control via digital
computer networks. Because a PLC is nothing more than a special-purpose
digital computer, it has the ability to communicate with other computers
rather easily. The following photograph shows a personal computer
displaying a graphic image of a real liquid-level process (a pumping, or
"lift," station for a municipal wastewater treatment system) controlled
by a PLC. The actual pumping station is located miles away from the
personal computer display:

Source:http://www.allaboutcircuits.com/vol_4/chpt_6/6.html
To Know more about
PLC Training and
Industrial Automation Engineering Course For BTech/BE Students.


















{kind=link}
{kind=link}